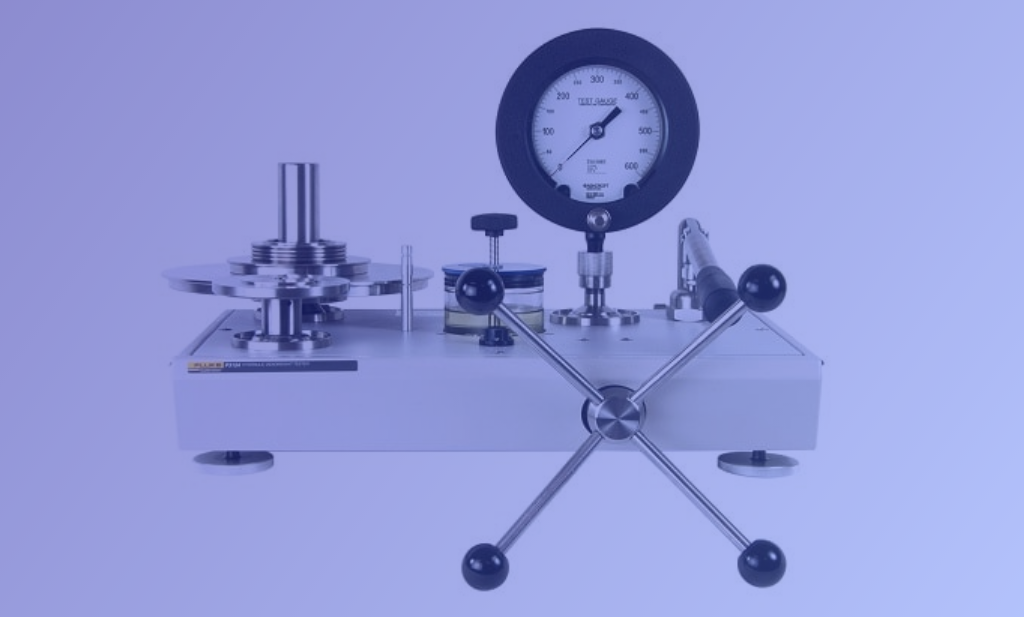
Hydraulic pressure is a crucial source for manufacturers to create pressure consistently across a closed system, but it’s necessary to understand the diverse uses for different pressure ranges. Hydraulic systems may be employed at low pressures in the tens and hundreds of psi all the way up to 50,000 psi! With this in mind, it is critical to understand which range of hydraulic pressure controller is most effective for device calibration. understanding the functioning environment of the pressure gauge, transducer, or transmitter is just as important as understanding the pressure ranges. This may aid in determining the optimum hydraulic fluid for your procedure. The CPC8000-H Hydraulic Pressure Controller produces hydraulic pressure and works with a variety of media, the most popular of which being water and Sebacate oil.
Lower Levels
There are several applications that employ hydraulic pressure yet only require a few thousand psi to function. The CPC8000-H Low Pressure variant is appropriate for systems with a maximum pressure of 10,000 psi or less. This gadget can create pressure ranging from 75 psi to 10,000 psi with an accuracy of 0.008% of the reading.
Hydraulic systems are widely used in the automobile industry, from braking systems in ordinary vehicles to earth moving systems in tractors. Because the pressure measuring or fluid transporting components in these systems are generally less than 10,000 psi, they may be tested and calibrated using the LP version.
Image Source: mensor
Higher Levels
Sometimes going large is necessary to achieve your aim. The CPC8000-H’s high pressure (HP) variant can create pressures ranging from 290 psi to 58,000 psi, however it is still regarded considerably safer than pneumatic systems. If you’re not in an area that demands high pressure systems, it’s difficult to see why anybody would need that much pressure, yet many applications in the aerospace, automobile, and oil refinery sectors do.
Pressures in diesel engine combustion tests can exceed 20,000 psi. Hydraulic calibrators are frequently employed in these applications to assess the accuracy of measuring equipment. To improve the refining process, the oil and gas sector relies on precise, high pressure gauge or transmitter readings. High pressure sensing equipment is frequently used in aerospace testing to safely test fuel systems before they are employed on multimillion dollar equipment. The use of very precise hydraulic controllers allows them to have confidence that their system can withstand excessive pressures prior to installation.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
Pressure gauge calibration is the process of comparing a pressure gauge’s accuracy to a recognized standard. This is accomplished by comparing the gauge’s output to that of a reference gauge or by delivering a known pressure to the gauge and measuring the output. Calibration may be done on a number of pressure gauges, including analog and digital gauges, and is a vital step in ensuring that the gauge provides accurate and trustworthy readings. Calibration of a pressure gauge often entails changing the gauge to ensure compliance with industry standards and regulations. To discover more about how pressure gauges operate, see our page on how they function.
How to calibrate a pressure gauge
Pressure calibration equipment such as a deadweight tester, standard pneumatic calibrator, or any other pressure gauge calibrator with an accurate reading is used to calibrate a pressure gauge. The main ideas and processes to calibrate a pressure gauge are quite same regardless of the tool, whether it’s mechanical or digital gauge calibration.
Using the proper adapter or fitting, connect the hand pump calibrator to the pressure gauge to be calibrated.
Set the hand pump calibrator to the required pressure.
Pump the hand pump calibrator gradually until the appropriate pressure is obtained.
Examine the pressure gauge and make sure it reads the same as the manual pump calibrator.
If the gauge does not read the right pressure, follow the manufacturer’s instructions.
Repeat the procedure at each pressure point to check that the gauge is accurate throughout its range.
Record the calibration results and make any required modifications. When the calibration is finished, remove the hand pump calibrator and store it properly.
Factors to consider for pressure gauge calibration
A precise pressure system is used for pressure calibration. The pressure reading on calibrated pressure gauges is logged and compared to the uncalibrated gauge to determine the margin of error. However, several factors can influence the calibration process and should be considered:
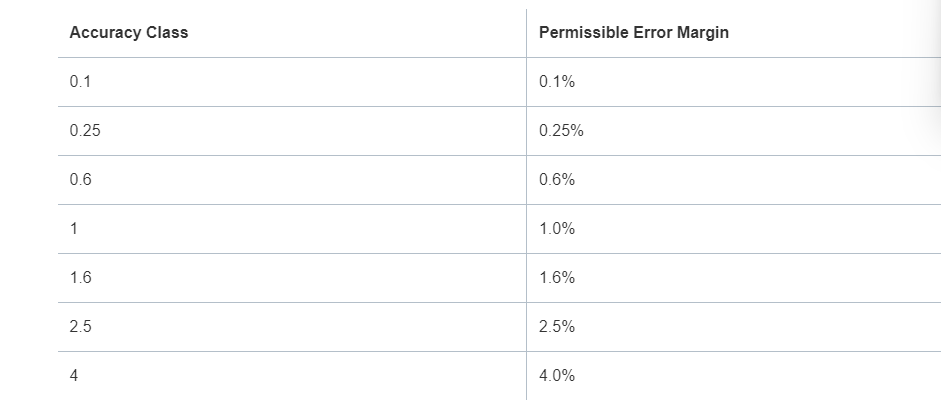
Accuracy class:
The accuracy class is the pressure gauge’s maximum margin of error for the maximum scale reading. The accuracy class will assist operators in determining the permissible margin of error during calibration. The table below will assist you in determining the allowable error margin based on the accuracy class of the pressure gauge.
Image Source: Tameson
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
When calibrating a pressure gauge, it is best to utilize the same media that the pressure gauge is attached to. If this is not feasible, calibration with air/gas is appropriate for low-pressure gauges, whereas liquids are safer for high-pressure gauges.
Height difference:
Because of the hydrostatic pressure of the medium, the difference in height between the pressure gauge calibration equipment and the pressure gauge might produce an inaccuracy during calibration. This is more common in liquid medium than in gas media. The size of the inaccuracy varies with the density of the liquid and the variation in height. If the calibration equipment and gauge cannot be placed at the same height, the effect of the height difference should be considered during calibration. A 2.5 cm (1 in) height variation allows for a pressure measurement error of around 0.02 bar (0.3 psi).
Contamination:
Contamination such as dirt, moisture, or oil can harm both the pressure gauge and the calibration equipment. As a result, it is critical to ensure that the media and equipment are free of contamination and do not interfere with the operation.
Leak testing:
A leak test is required prior to calibration because any leakage in the pipe system might cause calibration problems. Pressurizing the system, allowing the pressure gauge to settle, and monitoring the pressure are all ways to do a leak test. Any decrease in pressure might indicate a leak. During calibration, the pressure loss must be kept to a minimum.
Adiabatic effect:
When the pressure quickly varies, the adiabatic effect can impair pressure gauge calibration accuracy. As the pressure fluctuates quickly, the temperature of the fluid inside the gauge changes, affecting the density of the fluid and hence the pressure. This might result in mistakes in the gauge’s reading, leading to erroneous calibration findings.
It is advised to utilize a pressure gauge with a high-frequency response to reduce the impacts of the adiabatic effect during calibration. Such gauges have a quicker reaction time and can correctly monitor rapid pressure changes.
Pressurizing or exercising the gauge:
Friction is caused by movement in mechanical pressure gauges. Exercising or pressurizing the system prior to calibration might help to minimize friction. This is accomplished by applying the nominal pressure, holding it for a minute, and then releasing it. Repeat two or three times more.
Mounting position:
Because the pressure gauge is mechanical, the location of the gauge might impact the pressure measurement in the system. As a result, it is advised that the gauge be calibrated in the same place that it will be used in the real pressure measurement process. To guarantee proper installation, see the manufacturer’s instructions.
Readability:
During calibration, adjust the input pressure so that the indicator needle always lands on a major scale mark instead of in between them. This makes the calibration process more convenient.
Hysteresis:
The discrepancy in pressure readings when a gauge is subjected to increased and lowering pressure is referred to as hysteresis in pressure gauge calibration. In other words, it is the difference in pressure readings between when a gauge is calibrated while rising pressure and when it is calibrated while reducing pressure. Mechanical wear, temperature variations, and gauge design can all contribute to this variance. When calibrating pressure gauges, it is critical to account for hysteresis to guarantee accurate results.
Repeatability:
Repeatability, or the ability to generate the same reading for the same input, is one of the characteristics of an accurate pressure gauge. Calibration is required if the gauge produces different results each time. It is advised that the gauge be pressurized for three cycles before calibration.
Environmental condition:
The gauge reading may change depending on the temperature to which the procedure is subjected. Because the pressure gauge is typically calibrated at normal room temperature, changes in temperature can affect the accuracy of the pressure measurement. When calibrating, it is therefore advised to record the temperature and humidity.
Metrological traceability:
Metrological traceability is critical in pressure gauge calibration because it assures that the gauge’s pressure measurements are accurate and compatible with the international system of units (SI). To establish metrological traceability in pressure gauge calibration, the gauge must be calibrated against a SI-traceable reference. The gauge is frequently compared to a recognized standard, such as a deadweight tester or a main pressure standard.
Calibration uncertainty:
Calibration uncertainty might suggest a probable discrepancy in the calibrated value. Environmental factors, reference equipment, or operators taking the reading can all contribute to this uncertainty. It is critical to understand calibration uncertainty and separate mistake from uncertainty. Calculators for TUR (Test Uncertainty Ratio) or TAR (Test Accuracy Ratio) are one approach to be aware of linked uncertainty, albeit not all connected uncertainties are addressed. As a result, calculating the overall uncertainty of the calibration is advised to determine how successful the calibration is.
Calibration intervals:
Pressure gauges must be calibrated on a regular basis to ensure the accuracy of the measurement. However, calibration requirements may vary based on the gauge’s purpose and design. Although there is no definitive answer, a typical guideline is once a year. However, it is also vital to verify for the manufacturer’s advise on the calibration time. Pressure gauges used in difficult working circumstances may necessitate more regular calibration.
In-house vs outsourcing calibration
Pressure gauge calibration can be done in-house or outsourced for maximum efficiency. The optimum option may be determined by the resources that a corporation is prepared to invest.
In-house calibration necessitates an investment in calibration equipment, specialists, training, and the establishment of a controlled environment. Even with these measures, it is difficult to establish verification of calibration accuracy. This is due to the fact that gauges and calibration equipment must continuously fulfill all of the stringent national and international criteria in order to validate the calibration process, which can be difficult for small in-house operations. These are some examples:
ISO/IEC 17025: This standard enables labs to demonstrate that they operate effectively and deliver legitimate findings, encouraging trust in their work both locally and globally.
ASME B40 – 2013: This American Association of Mechanical Engineers standard includes specifications for pressure gauges, components, diaphragm seals, digital pressure gauges, and more. The handbook covers vocabulary and definitions, dimensions, safety, construction, and installation difficulties, testing and calibration processes, and general suggestions.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
Customers frequently inquire about the distinction between traceable and certified calibrations when attempting to identify what their goods require. Knowing the significance of each can assist in ensuring that all calibration requirements are completed.
A NIST traceable calibration is one in which a manufacturer or calibration laboratory certifies that the standards used to calibrate a product or device are traceable to the International System of Units (SI) via an unbroken chain of comparable measurements to the National Institute of Standards and Technology (NIST), a U.S. Department of Commerce agency. A broader description of traceability recognizes that metrological traceability to SI may be achieved through any accredited national metrology institution, not just NIST. This sort of calibration does not reflect or determine the degree of expertise of the calibration crew or laboratory. It primarily indicates that the calibration standard is traceable to NIST or another recognized metrology institution (RMI).
An ISO/IEC 17025 approved calibration is globally recognized. The ISO 17025 accreditation certifies the calibration laboratory’s competency. According to ISO 17025, any number of national metrology institutions, such as the NIST, must be internationally approved for acceptable measurement traceability. A third-party organization, such as A2LA, NAVLAP, or any number of other ILAC-MRA signatory organizations, is one way to show metrological traceability. These organizations evaluate the laboratory and its operations in order to determine the laboratory’s competence to perform calibrations and provide accredited calibration results. The certificate is linked with the scope of work for which the laboratory has been accredited. The laboratory is audited on a regular basis to verify that it is still in accordance with the ISO/IEC 17025 standard.
Because the discipline of calibration is assessed in addition to the traceability of the standards, ISO/IEC 17025 approved calibration may be regarded a step above NIST calibration. Furthermore, the ISO/IEC 17025 calibration comprises not only the measurement traceability, but also the measurement uncertainties of the calibration findings.
What is the difference between NIST traceable (or comparable) calibration and ISO/IEC 17025 calibration?
The decision is frequently made by a company’s quality manual or the quality department. The selection might also be influenced by how the equipment requiring frequent calibration will be utilized. For example, if the equipment is utilized in a vital application and the firm faces responsibility if something goes wrong, ISO/IEC 17025 calibration may be worth considering. If the device is used primarily for reference purposes in a low-risk environment where the measurement must be “close enough,” a NIST traceable calibration is most likely all that is necessary.
Critical measurements include altimeters in airplanes, nuclear plant temperature, flow measurements in which flow or volume is connected with a monetary value, and medical equipment that monitors air pressure.
Tire gauges, process gauges that indicate good or bad (usually with green and red areas on the dial face), pressure switches and pressure dial gauges used in air compressors, or torque wrenches used in auto repair shops are examples of non-critical, low risk measurement devices that may be suitable for NIST calibration.
It is ultimately the duty of the device’s owner to decide the proper form of calibration necessary – NIST or ISO/IEC 17025 approved – to guarantee the calibration fulfills the criteria of their industry.
Are you looking for calibration services, or is your equipment producing out-of-the-ordinary results? If so, you’ve come to the right place. Gulf Coast Calibration has over 40 years of expertise and has developed to become one of the Gulf Coast region finest weighing equipment and calibration firms. Our calibration services, which encompass equipment in a variety of sectors, are provided through our in-house laboratory or on-site at our clients’ facilities.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
A2LA certification is a prestigious accreditation that validates an organization’s expertise in specific testing and calibration fields. Accreditation by the American Association for Laboratory Accreditation (A2LA) is recognized in the industry as a mark of excellence and dependability.
In today’s competitive market, standing out from the crowd is critical. Obtaining A2LA certification is one way to accomplish this. A2LA certification is an internationally recognized accreditation that confirms a company’s expertise in specific testing and calibration fields.
In this blog post, we’ll look at why A2LA certification is important and how it can help your company.
What is A2LA Certification?
A2LA certification is a globally recognized accreditation body that offers services such as testing, calibration, and laboratory accreditation. It is a non-profit organization that has accredited over 3,100 organizations worldwide in its 40-year history.
A2LA certification ensures that a company meets stringent technical and management requirements, and that its employees are competent and qualified to perform testing and calibration activities. A2LA’s accreditation scope includes medical, aerospace, automotive, and environmental industries.
Why is A2LA Certification Important?
Both organizations and their clients benefit from A2LA certification. A2LA accreditation gives organizations a competitive advantage in the industry, improves their reputation, and boosts their credibility. A2LA accreditation also demonstrates an organization’s dedication to quality and continuous improvement.
For clients, A2LA accreditation ensures that an organization’s testing and calibration services are dependable, accurate, and up to the highest standards. Clients can rest assured that their products and services will meet regulatory and industry standards.
Importance of A2LA Certification
Exhibit Competence and Credibility
A2LA certification provides an objective and unbiased assessment of a company’s technical and management capabilities. It shows clients, regulators, and stakeholders that your company has met the highest standards and is capable of providing reliable and accurate testing and calibration services.
You can distinguish your company from competitors who do not have the same level of accreditation by obtaining A2LA certification.
Improves Reputation and Marketability
A2LA certification is a mark of quality and dependability in the industry. It improves your company’s reputation and credibility with clients, regulators, and stakeholders.
A2LA accreditation can also help your organization’s marketability. Clients are more likely to select an accredited organization because they are confident that their products and services will meet regulatory and industry standards.
Ensures Compliance with Regulations and Standards
A2LA certification ensures that your organization meets the highest testing and calibration standards. It shows your dedication to quality and continuous improvement.
A2LA accreditation also ensures that your organization complies with all regulations and standards. This lowers the likelihood of noncompliance and the associated penalties and fines.
Increases Efficiency and Effectiveness
A2LA certification necessitates the implementation of a strong quality management system (QMS). By streamlining processes and reducing errors and rework, this improves efficiency and effectiveness.
A2LA certification allows your organization to identify and address areas for improvement in your QMS. This can result in increased efficiency, lower costs, and higher customer satisfaction.
Provides Access to New Markets
A2LA certification is recognized globally. This gives your company access to new markets and opportunities for growth.
A2LA accreditation also demonstrates your organization’s dedication to quality and compliance. This can be a major factor in gaining new clients and expanding into new markets.
Conclusion
A2LA certification is a valuable accreditation that demonstrates a our expertise and dependability in the testing and calibration industry. Accreditation by A2LA provides benefits to both us and our clients, such as increased credibility, reputation, and quality assurance. Accreditation by A2LA entails a rigorous evaluation and assessment process, but the benefits are well worth the effort.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
Pressure calibrations entail more than simply recording the pressure number and comparing it to a recognized standard. Because pressure measurements are affected by several factors such as temperature, local gravity, pressure medium characteristics, and local adjustments, it is critical to account for these external factors and corrections when performing high precision pressure calibrations.
There is a wide range of calibration software on the market that automatically adds these corrections to the recorded pressure values from the reference and DUT. However, understanding the sources of deviation and errors in the calibration setup can be aided by being aware of these adjustments.
Site specific adjustments
Specific modifications are made to the recorded value to account for characteristics that impact the pressure output in respect to the location of the site and the ambient environment. These modifications may include sea level adjustments, local gravity adjustments, and temperature variations in the surroundings.
Typically, sea level adjustments are done to account for variations in height and barometric pressure. To compensate for gravitational forces on masses, local gravity corrections are utilized. Temperature compensation is used to capture the correct reference device output as the ambient temperature changes.
Sea Level
This adjustment is critical for absolute ranges, especially barometric pressure ranges. Regardless of height, this adjustment gives a common barometric reference. Because all of the barometers are calibrated to sea level, this makes it easy for meteorologists to track weather fronts.
As the altitude of an absolute sensor increases, it approaches absolute zero. However, this might cause issues with a barometric range sensor because the reading will no longer be 14.5 psi when vented to atmosphere. The local barometric pressure may instead be 12.0 psi. This is not the case when a sea level adjustment is applied. The present barometric pressure in Denver, Colorado, for example, will be closer to 14.5 psi than 12.0 psi. This is due to the sea level adjustment done to the barometer sensor.
Local Gravity
A correction for local gravity is the final site-specific adjustment and perhaps the biggest contribution to inaccuracies, particularly in piston-gauge systems. Gravity is the acceleration that allows mass sets to exert force on the piston area, resulting in pressure. The gravity of the Earth varies over its whole surface, with the lowest gravity acceleration being around 9.7639 m/s2 and the maximum gravity acceleration being roughly 9.8337 m/s2.
The local gravity may be used during the pressure calculation for a piston gauge, and a gravity adjustment may not be required. Many industrial deadweight tests, on the other hand, are calibrated to standard gravity (9.80665 m/s2) and must be rectified.
Temperature
Temperature fluctuations are another source of mistake in pressure calibrations. While pressure transducers, such as the CPT9000 Premium Pressure Transducer, are temperature adjusted during production, not all transducers are. Manufacturers of such transducers establish the connection of the pressure output’s accuracy to temperature rise or drop through applicable temperature standards.
Temperature adjustment is especially necessary for reference standards requiring temperature monitoring, such as piston gauges. Piston-cylinder systems, regardless of composition (steel, tungsten carbide, etc.), must be temperature corrected during operation since all materials expand or contract in response to temperature changes based on their thermal expansion coefficient.
As the temperature of the piston cylinder rises, the piston-cylinder system expands, increasing the area and decreasing the pressure generated. As the temperature drops, the piston-cylinder system contracts, causing the area to shrink. As a result, the pressure created rises. This modification will be delivered immediately to the piston’s region.
Media related adjustments
Media-related changes may be irrelevant to regular users of pressure controllers or gauges. However, media-related changes are required for primary standards since they affect the desired target specification and associated uncertainty.
Air Buoyancy
Air buoyancy is one of the most critical modifications that must be made to piston-cylinder systems.
The pressure generated by the air surrounding us acts as a column of air. It also exerts an upward pull on things at the same time. If this modification is not made, the displayed value may be incorrect. Any mass, including the piston, will require what is known as an air buoyancy adjustment.
This adjustment is only required for gauge calibrations in which the reference is exposed to ambient air (atmospheric reference). It is insignificant for absolute since the ambient air is effectively eliminated by using vacuum as a reference.
Surface Tension
When using oil-lubricated piston-cylinder systems, the surface tension of the fluid must be overcome in order to “free” the piston. Essentially, depending on the diameter of the piston, this results in an extra “phantom” mass load. As the piston’s diameter rises, so does the effect.
This adjustment is more critical at lower pressures and becomes less relevant as pressure increases.
Device specific adjustments
Device-specific modifications, such as head height and distortion correction (piston-cylinders only), are required for precision devices where slight changes in measurement might contribute to inaccuracies that effect the calibration’s total uncertainty.
Distortion
A distortion adjustment is a comparable correction that must be performed to piston-cylinder systems. As the pressure on the piston-cylinder system grows, the piston area increases, forcing it to create less pressure.
As the pressure grows, the piston area expands, resulting in less pressure than intended. The distortion coefficient is normally supplied by the manufacturer, although it may also be measured experimentally.
Head Height
If the reference standard is a pressure controller, the only correction that may be required is a head height correction. This adjustment cancels out the discrepancies in height / placement of the sensing elements in the reference relative to the DUT. If the DUT is below the reference level, the value will be positive; if the DUT is above the reference level, the value will be negative. A head height correction must be determined regardless of the pressure medium and dependent on the precision and resolution of the DUT.
Mensor pressure controllers, such as the CPC6050, Modular Pressure Controller, allow the operator to enter a head height and the instrument will compute the corrective head height.
Conclusion
Being aware of and compensating for the elements that influence the output of your pressure calibration may make a substantial difference in the total uncertainty of a calibration. While some of these adjustments, such as local gravity and sea level, will remain constant between calibrations, others will change dramatically depending on the reference device, pressure range, and even the equipment under test.
Let Gulf Coast Manage Your Calibration Schedule.
Are you looking for calibration services, or is your equipment producing out-of-the-ordinary results? If so, you’ve come to the right place. Gulf Coast Calibration has over 40 years of expertise and has developed to become one of the Gulf Coast region finest weighing equipment and calibration firms. Our calibration services, which encompass equipment in a variety of sectors, are provided through our in-house laboratory or on-site at our clients’ facilities.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
When considering how to build or enhance a calibration program, there is a lot to consider. Especially when dealing with a wide range of pressure ranges – both high and low – when gas and liquid are employed in the process and as the calibration medium. The fundamental issue is always safety. The pressure range and media that are planned or present in your calibration scope are intimately connected to safety. Fortunately, there are several factors that impact the use of one media over another.
Hydraulic oil being poured into an instrument
What Pressure – What Media??
The distinction between high and low pressure is purely arbitrary. High pressure often refers to pressure ranges exceeding 10,000 psi for pressure calibration components, however this is a matter of opinion and the unique operating environment. Everything is dependent on the extent of the action. If your highest range is 3,000 psi, it is your “high pressure.”
In general, pneumatic medium is utilized to calibrate the majority of pressure sensors with pressure ranges less than 1,500 psi. Some specialized applications need pneumatic media at pressures of up to 10,000 psi. As pressure rises, hydraulic fluids, most typically water or oil, become the dominating medium. It is safer to utilize hydraulic media at these higher pressure levels for the reasons explained below. The capacity to do pneumatic calibrations at pressures more than 10,000 psi exists, although it is an exception and is normally discouraged for safety concerns.
Safety
The amount of energy stored in a container filled with air or a non-volatile gas depends on the pressure and volume of the system. Because of its compressibility, pneumatic medium can store far more energy than hydraulic media. The greater the volume or pressure, the more energy is stored and potentially released in the event of a breach. A abrupt release of pressure into the environment in a high-energy pneumatic system is best defined as an explosion, and it may inflict significant harm to life and property.
Fortunately, most calibrating systems have modest volumes and hence reduced energy, but they can still inflict harm when in close proximity to a breach. The biggest worry in safety is the possibility of a high energy system containment failure. Because the volume of a typical calibration system is small, the major variable of interest is pressure. As a result, hydraulic media is often employed at pressures more than 10,000 psi. When using pneumatic media at pressures more than 10,000 psi, correctly rated fittings and tubing must be used to keep the gas contained inside the system.
Fittings
The standard industrial connectors used for connecting calibrating components containing both hydraulic and pneumatic media have a maximum pressure range of 10,000 to 15,000 psi. Fittings designed for higher pressure systems can also be utilized in low pressure systems. Elastomeric seal fittings must be compatible with the fluids utilized. Fittings developed specifically for greater pressure generally have a maximum pressure of at least 60,000 psi. Most of these are compatible with hydraulic or pneumatic fluids at their rated pressures; however, careful pressure and media selection is required.
Tubing
Depending on the wall thickness, pressure ratings for 1/4 inch OD (outside diameter) seamless stainless steel tube range from 4,000 to 10,300 psi. Fittings and tubing components often used in industrial applications or calibration labs to hold pressure and transmit fluids (both gas and liquid) have pressure ratings of up to and around 10,000 psi. Hardened stainless steel tubing can bear pressures of up to 60,000 pounds per square inch. These tube types are suitable for both gases and liquids.
Flexible nylon tubing with a working pressure rating of roughly 300 psi is often utilized in calibrating applications. Synthetic fiber reinforced flexible tubing with a value of roughly 5,800 psi is also employed. Flexible tubing is often used for pneumatic media, whereas stainless steel tubing is utilized for hydraulic media.
Compatibility
When a device is used in a process that contains hydraulic media, it is usually better to calibrate it using hydraulic fluid. If it is calibrated with air or nitrogen, it must be carefully cleaned to avoid contaminating the pressure calibrator. Alternatively, if a device under test is utilized with a gas and calibrated with a liquid, it must be cleaned before being returned to service to avoid process contamination. These factors must be considered before using a pneumatic or hydraulic medium as the calibration medium.
Pneumatic Media Types
In calibrating applications, pneumatic media are often clean, dry air or nitrogen. Other media, especially inert gasses, can be employed but are often more costly. Because of the significant danger of leakage, some inert gases, such as helium, may need to be avoided. Outside of specialist equipment and optimum calibration settings, flammable gases, such as oxygen, should be avoided, since they can induce spontaneous burning of residual oil at high pressures. The majority of other gases are rarely utilized in calibration.
Hydraulic Media Types
Hydraulic media can be deionized water or oil, depending on the equipment being tested and the calibrator used to generate the pressure. Many fluids can be utilized, but they must be compatible with the equipment under test and the calibrator. Distilled water, sebacate oil, HFE-7500, Shell Tellus-22, and other fluids are commonly used. Fluid recommendations should be provided by the calibration device’s manufacturer.
Conclusion
Many factors influence whether pneumatic or hydraulic media should be used in a calibrating application. Safety, both in terms of equipment and staff, is frequently the first priority. High-pressure pneumatic systems are more dangerous than high-pressure hydraulic systems. When calibrating devices that utilize a different medium, verified compatibility or rigorous cleaning instructions must be followed. To guarantee that all safety hazards are addressed, tubing, fittings, and seals must all be suitable with the medium being utilized.
Let Gulf Coast Manage Your Calibration Schedule.
Are you looking for calibration services, or is your equipment producing out-of-the-ordinary results? If so, you’ve come to the right place. Gulf Coast Calibration has over 40 years of expertise and has developed to become one of the Gulf Coast region finest weighing equipment and calibration firms. Our calibration services, which encompass equipment in a variety of sectors, are provided through our in-house laboratory or on-site at our clients’ facilities.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
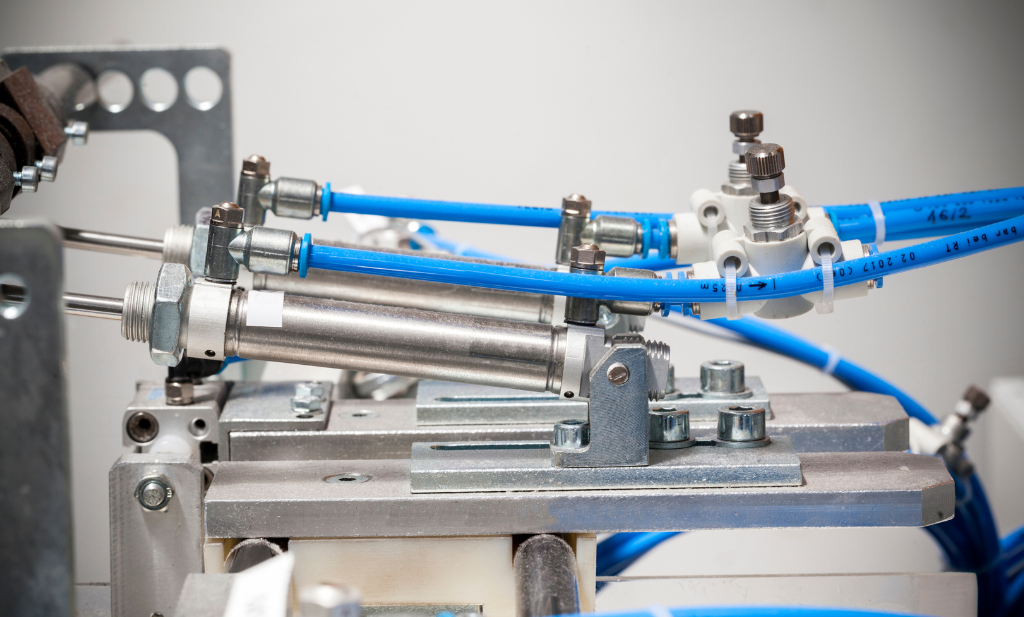
There are inherent trade-offs between the rate at which a pressure setpoint is reached, the stability of that setpoint once reached, and the volume of the system where the pressure is being introduced when controlling pressure using a precision pressure controller in a calibration laboratory or in a production environment. This is crucial to comprehend for a production line when throughput is key. The correlations between these three factors still exist in calibration labs, where slower speeds and longer stay times are more common, but they have less impact on workflow.
For the sake of this discussion, we will concentrate on a system that includes a device that is being tested or calibrated and a precision pressure calibrating controller, such as the CPC4000. Precision pressure controllers control pressure in a volume made up of tubing, a manifold, and the transducer or transducers under test. An algorithm that reads the controller’s internal reference sensor and adjusts the regulator to add or exhaust gas to and from the system to create a steady pressure controls the stability of the pressure output.
Photo Credit: mensor
In this case, the speed, stability, and volume trade-offs can have a substantial impact on the effectiveness of the entire system.
Speed Vs. Stability
Let’s start by looking at a system with a constant volume’s speed and stability. The predicted maximum pressure variation around a given point over time is the definition of the control stability parameter of a precision pressure controller. A stable situation will be shown, for instance, if the pressure stays within the CPC6050 stability window for a user-defined stable dwell duration, typically 3 or 4 seconds. This stability window is 0.003% of the active transducer range.
The time it takes to arrive at a setpoint while meeting the stability window requirements and dwell time is referred to as the speed.
Pressure calibration devices must quickly achieve a setpoint in a high-speed production testing environment in order to maximize the throughput of the component being tested. More goods can be generated the faster this is done. Testing tire pressure sensors, which are a standard feature in all new cars, is an illustration of this.
Sensors may be linked via a manifold or chamber with a constant volume and checked in groups often. In general, it is more difficult to reach a steady pressure within a short dwell time the faster a volume is filled. Momentum and thermodynamics are involved. When abruptly stopped, a large volume of gas flowing into a system will behave like a spring, causing the pressure to fluctuate about a point until the oscillation is eventually muted. Additionally, as gas moves from a low to a high pressure, it will heat up and then cool down over time, resulting in a reduction in pressure from the starting point.
By reducing the gas flow when the setpoint is reached and then adjusting the gas’s entrance and exhaust to maintain stability at that setpoint, the oscillation as previously mentioned may be managed. To prevent overshoot, the controller’s algorithm must be calibrated to recognize when to begin the throttle-down process and how to respond to slight variations in pressure near the setpoint. Every system will have a perfect set of parameters that regulate the gas’s entry and exit to operate at its fastest and most stable.
However, the faster the setpoint is attained, the more difficult it is to regulate the variation around the setpoint. The volume and geometry of the pipe and valve system, the pressure change, the temperature of the gas, and the temperature of the surrounding environment are all system variables. The operator must balance the need for speed with the need for steadiness. When the dwell period is short, the reading of the pressure standard and the reading of the equipment being tested may disagree somewhat. Given the device’s speed, stability, and precision, the operator will evaluate if the measurements are acceptable.
Speed Vs. Volume
A sensor testing system comprises a fixed volume into which pressure must be regulated. The more volume there is, the more gas is required to attain any particular setpoint. The conclusion is that larger quantities are slower to regulate than smaller volumes, which makes sense. However, bigger volumes may house a greater number of sensors, thus the slower pace may be offset by the greater number of sensors that can be evaluated simultaneously.
Volume Vs. Stability
limited variations in the amount of gas entering or departing the system create a comparatively big change in pressure in a limited volume. Small changes in the amount of gas entering or departing the system, on the other hand, will create minimal change in the system pressure in a big volume. Keeping this in mind, many applications choose a greater capacity to improve system stability.
Conclusion
It is vital to understand how speed, stability, and volume impact overall system performance. Once the aim for these variables has been set, the following step is to select the best pressure controller for the intended output.
Let Gulf Coast Manage Your Calibration Schedule.
Are you looking for calibration services, or is your equipment producing out-of-the-ordinary results? If so, you’ve come to the right place. Gulf Coast Calibration has over 40 years of expertise and has developed to become one of the Gulf Coast region finest weighing equipment and calibration firms. Our calibration services, which encompass equipment in a variety of sectors, are provided through our in-house laboratory or on-site at our clients’ facilities.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
Weighing and measuring equipment is used in industries ranging from pharmaceutical manufacturing to military contracts to ensure compliance, precision, and safety. Unfortunately, due to normal wear and tear, every measuring instrument loses its effectiveness over time. Calibrating your measuring equipment has various advantages, including increased instrument life, more precise results, simpler certification, and lower expenses.
When it comes to calibrating your equipment, you need a calibration laboratory you can rely on for efficiency and peace of mind. Here are some things to think about when selecting calibration services for your equipment.
Accreditation
One of the characteristics to look for in a calibration lab is if it is third-party accredited. It is critical to work with a calibration service provider who has been accredited by third-party standardization bodies. This is because certification verifies the accuracy of a lab’s calibrations. When you work with an approved calibration laboratory, you can be confident that they satisfy quality assurance standards.
Look for a calibration service provider who has been accredited by numerous standardizing agencies. Some of the most valuable calibration lab accreditations are:
ISO/IEC 17025:2005 This certification is provided by the International Organization for Standardization (ISO) and specifies the competence, consistency, and impartiality of a laboratory. ISO/IEC 17025 certification is commonly seen as a fundamental indicator of a laboratory’s competency. The standard is divided into five sections: general, management system, structure, resources, and process.
This standard is critical for any calibration laboratory to meet since it improves a lab’s industry reputation and promotes efficiency, performance, and compliance.
ISO 9001 ISO 9001 is another important standard. Although ISO 9001 is not as specifically aimed at calibration laboratories as ISO/IEC 17025, it is an essential part of implementing a quality management system (QMS). A quality management system (QMS) is a set of practices meant to help a company improve continuously.
ISO 9001 certification may help any company that wants to provide high-quality products. The standard requires companies to document their operations in order to generate a QMS handbook. The accreditation procedure also includes regular audits by a certifying agency.
Capabilities
Precision calibration is critical for assessing the accuracy and effectiveness of your equipment. With so many sectors relying on metrology equipment, calibration laboratories must have the skills and capabilities to operate with a wide range of equipment. Calibration of a thermometer, for example, differs from calibration of a sensor.
A reputable calibration service provider can fulfill all of your calibration requirements, including:
Calibration of Pressure and Vacuum Pressure gages are widely used in food and beverage processing plants, labs, oil refineries, and other scientific settings. Pressure and vacuum calibration employ computerized pressure modules to determine if pressure gages produce reliable data, assisting organizations in meeting customer expectations and adhering to industry standards.
Mass and torque calibration Torque devices are used during production when the automotive and machine manufacturing sectors need to measure torque. Manufacturers can guarantee their devices transmit the proper tension to the fastener by performing frequent torque and mass calibration.
Calibration of Electronics Electrical characteristics such as current, voltage, resistance, time, and frequency must be measured in a variety of businesses. Electrical calibration is performed in calibration labs using calibration equipment that has been certified against standards from independent regulatory authorities.
Surface Plate Calibration and Resurfacing For accurate measurements, surface plates must fulfill flatness standards. These plates may have peaks or depressions from wear, indicating that they should be resurfaced on a regular basis. Surface Plate Calibration and Refinishing are critical for ensuring that goods satisfy industry requirements.
Accuracy
You want your company’s measurement equipment to be as precise as possible. Accurate calibration equipment can provide more precise findings, boosting the usefulness of your equipment.
A reliable calibration facility will either send a qualified technician to your location or calibrate your equipment in a laboratory. During the calibration procedure, the technician will compare your instrument’s measurements to a standard to check if they match.
If your equipment produces a reading that differs from the norm and falls outside of the standard accuracy ratio, the technician will discover the problem. They will then tweak your instrument till the reading is accurate.
Service To Customers
One of the finest traits of a calibration lab is a commitment to client service. Calibration must be done on a regular basis, perhaps as frequently as every few months, depending on how frequently the device is used. Developing a professional partnership with a full-service calibration service provider guarantees that the calibration process runs smoothly and that your equipment satisfies expert requirements.
Here are some of the customer service advantages to look for in a calibration lab:
Knowledgeable technicians: When acquiring on-site calibration services, you want professionals that understand the processes required to calibrate your unique equipment. Look for a trustworthy calibration business that has properly trained specialists that can do on-site calibration.
Fast turnaround: When you need equipment calibration services but want to avoid costly downtime, look for a calibration company with fast turnaround times. You should be able to ask a calibration laboratory about how long it takes them to service equipment. Few manufacturers can afford to be without an essential piece of equipment for months as they wait for calibration. Look for a calibration laboratory that can complete the calibration in a few days.
Multiple ways to calibrate: Many calibration labs will perform field calibration, where they send a technician to your company’s location to perform the calibration on-site. While this method saves time on shipping, calibration may not work if temperature and humidity interfere with sensitive devices. Look for a calibration service provider that offers multiple calibration methods, including on-site and laboratory calibration. If the lab provides regional pickup and delivery, that’s another bonus.
Experience
When it comes to measuring precision, you need experienced calibration services to assure the functioning of your equipment. Consider hiring a calibrating business with years of expertise. Working with an expert calibration service provider has the following advantages:
Precision calibration services on a full-service basis.
Professional, experienced specialists that can solve equipment difficulties.
Services for equipment repair.
Let Gulf Coast Manage Your Calibration Schedule.
Are you looking for calibration services, or is your equipment producing out-of-the-ordinary results? If so, you’ve come to the right place. Gulf Coast Calibration has over 40 years of expertise and has developed to become one of the Gulf Coast region finest weighing equipment and calibration firms. Our calibration services, which encompass equipment in a variety of sectors, are provided through our in-house laboratory or on-site at our clients’ facilities.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
In an industry where data and measurements are essential factors in daily work, costly equipment is required to provide precise and trustworthy results. Some individuals even go so far as to suggest that scientists are only as good as their equipment. As a result, ensuring that your equipment provides correct measurements is critical to your organization.
Producing dependable and accurate data is critical since many areas rely on it. This is when equipment calibration comes into play. What exactly is calibration? Calibration is the act of reviewing and modifying your equipment to achieve accurate and consistent results.
In this blog post, we will go through some of the most common indicators that your equipment needs to be calibrated, as well as the many types of calibration and which sorts of equipment are ideal for each.
It’s Due (Your Calendar Says So)
One of the most typical indications that your equipment requires calibration is when your timetable specifies it. It is routine protocol to have your equipment calibrated not just at purchase but also yearly, just as you would have your automobile tested. However, this might vary greatly depending on the business and how the equipment is used. Because of their function and direct influence on quality, some industries and equipment may require calibration more frequently than others.
If your company is accredited by a specific industry-standard body, such as the International Organization for Standardization (ISO), this is an excellent example. If this is the case, you may be obliged to follow rules for how frequently your equipment must be calibrated, and failure to do so may result in the loss of your certification.
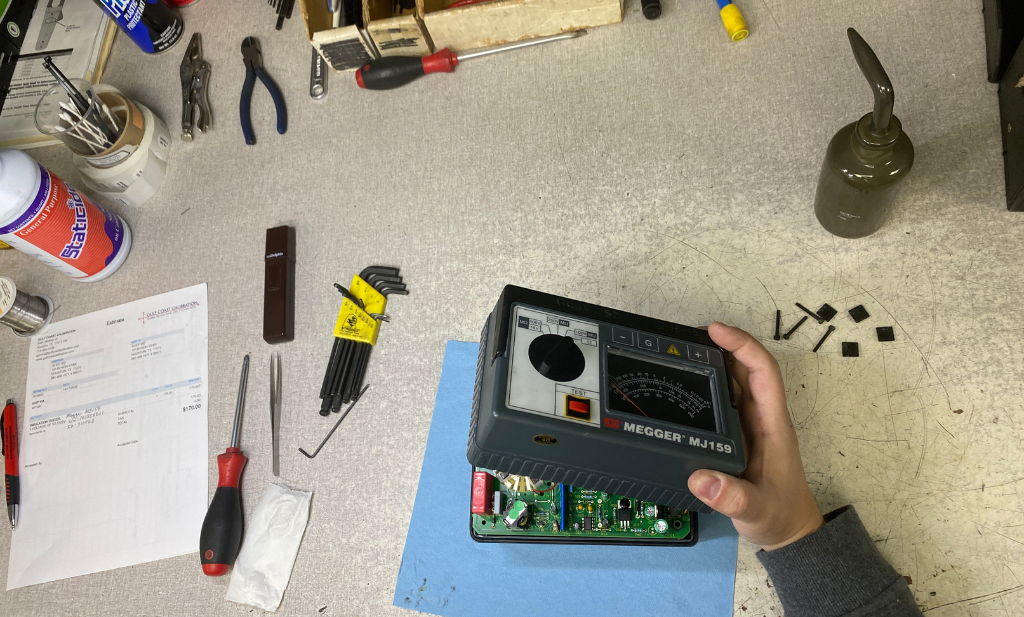
Damage/Repairs.
It’s usually a good idea to get your equipment calibrated if it’s been damaged or recently fixed, even if the damaged or repaired region wasn’t close to the measuring area. Why? Damage and fixes might unintentionally generate additional internal problems or changes. For example, when repairing a piece of equipment, a sensor may be accidentally bumped, or if a tool or gage is lost, the calibration may be thrown off. Overall, if a piece of equipment is broken or repaired, it is essential to take precautions to ensure accurate findings and measurements.
When Results Are Inconsistent.
Inconsistent and bad results are perhaps the second most prevalent indication that your equipment needs to be calibrated. Products that do not meet specifications or machinery that does not perform as planned are two of the most typical occurrences in this category. Unexpected outcomes may arise from time to time, so keep a look out for results that routinely fall outside of specifications.
A excellent strategy to fight this is to continuously verify and recheck the instrument readings, as well as the quality and standards of the final items. Overall, if you see a result that is even somewhat out of the ordinary, especially over time, getting your equipment calibrated is never a bad idea.
When Requested By The Customer.
Customer requirements are another reason why equipment must be calibrated. Customers may request that your equipment be calibrated to guarantee that they are obtaining correct results, depending on your business and the services you provide. This will not only assist you give correct results for the current consumer, but for many more to come. It may also serve as a prophylactic tool, assisting you to avoid outlier outcomes or catching results that are just outside of the mean. While this is a somewhat uncommon reason for equipment calibration, it is something you should be aware of.
Let Gulf Coast Manage Your Calibration Schedule.
Are you looking for calibration services, or is your equipment producing out-of-the-ordinary results? If so, you’ve come to the right place. Gulf Coast Calibration has over 40 years of expertise and has developed to become one of the Gulf Coast region finest weighing equipment and calibration firms. Our calibration services, which encompass equipment in a variety of sectors, are provided through our in-house laboratory or on-site at our clients’ facilities.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.
Gulf Coast Calibration has been committed to producing the finest, high-precision pressure measurement and calibration systems available since 1981 – it is this international reputation for quality and service that meets your requirements for both timeliness AND accuracy.
We understand your industry and business. We support a wide range of systems in addition to our own. We understand the distinction between process time and lead time, and we guarantee 5-day or less in lead time.
Why Should You Calibrate?
The reasons for calibrating are simple. Component, equipment, and product calibration can:
Spend less money:
Profits will rise if costs and waste are reduced through standardization.
Ensure Your Safety:
Products and components that have been calibrated work as expected and are safe to use.
Ensure High Quality:
Calibrated components and equipment will consistently create standardized products.
Reduce Production Time:
When high-quality components are available, there is no need to waste time changing out-of-spec components.
Ensure Certification Compliance:
It is guaranteed that industry rules and corporate certifications are followed.
Ascertain Accuracy:
Calibration will enable consistent reporting of product correctness.
Allows for traceability:
If necessary, calibrations can be undertaken with traceability to national standards.
Improve consistency and dependability:
Products that are manufactured to specifications perform better and endure longer.
Make up for Drift:
Regular calibration eliminates drift error.
Process Failures Can Be Prevented and Predicted:
Sensors that are reliable and precise can identify a gradual shift toward out of tolerance process conditions.
How Often Should You Calibrate?
Calibration, at its heart, is a method for determining the best approximation of the real value of a quantity being measured. There is no way to determine the exact value of a measurement, but it is feasible to come close. This proximity to the truth is what we call accuracy. Calibration is a method of ensuring that measurements collected from a device are accurate. This is accomplished by comparing the device output to a more accurate reference device. Best practices necessitate that this reference device be traceable to a national or international standard in SI units.
Some sensors wander more than others. Manufacturers typically have a reasonable notion of how long a sensor will take to drift out of tolerance. A “calibration interval” will be recommended by a manufacturer based on their expertise and the inherent calibration stability of a sensor. The calibration interval is often specified in the sensor’s specifications. The term “recommendation” indicates some freedom in extending or shortening the period based on an individual sensor’s continuing history. Some sensors may remain in tolerance for a longer period of time than others. In practice, the user must decide whether to re-calibrate depending on their experience with each sensor.
Call us to discuss your calibration, test or repair needs at: 713.944.3139.